| Режим работы: | |
| пн-пт : | 07:00-16:30 |
|
+7(903)136-66-75 +7(495)229-41-87 +7(495)483-72-94 |
|
| germostroy@rambler.ru | |
|---|---|
|
Есть мнение
Защита стальных конструкций мостов от коррозии системами покрытий WELESGARDЗАЩИТА СТАЛЬНЫХ КОНСТРУКЦИИ МОСТОВ ОТ КОРРОЗИИ СИСТЕМАМИ ПОКРЫТИЙ WELESGARD
• тип окружающей среды при эксплуатации конструкций; • требуемая долговечность покрытия; • возможная степень подготовки поверхности; • условия нанесения покрытия; • стойкость покрытия при транспортировании и монтаже; • минимальное и максимальное время перекрытия последующим слоем; • требования по декоративности; • экономическая целесообразность. Максимальная эффективность системы окраски достигается нанесением ее в заводских условиях, когда создаются лучшие условия производства работ и повышается их производительность, обеспечивается необходимый контроль нанесения, появляется возможность управления температурой и относительной влажностью воздуха, упрощается ремонт повреждений покрытия. Однако нанесенные в заводских условиях покрытия следует защитить от повреждений при транспортировании и монтаже, а также они должны обеспечить возможность перекрытия последующим верхним слоем без ущерба межслойной адгезии.
Выполнение антикоррозионной защиты металлических поверхностей мостовых конструкций системами двухкомпонентных эпоксидных и полиуретановых антикоррозионных покрытий имеет общие для такого рода материалов ограничения по:
Для производства красок используется высокооборотистый диссольвер загрузочным объемом 3500 л (рис. 1). В целом система покрытий на основе этих материалов по стойкости в 1,5-2 раза превосходит системы традиционных двухкомпонентных эпоксидных и полиэтиленовых покрытий. Это означает, что ожидаемый срок службы системы из однокомпонентных отверждаемых влагой полиуретанов при одинаковой суммарной толщине сухой пленки в 1,5-2 раза превышает аналогичный показатель для двухкомпонентных эпоксидно-полиуретановых систем. С другой стороны, системы покрытий на основе отверждаемых влагой полиуретанов серии Welesgard при значительно меньших толщинах сухой пленки (ТСП) по сравнению с широко применяемыми эпоксидными мастиками обеспечивает более стойкую к коррозии защиту. Номенклатура ЛКМ этой фирмы включает грунтовки, промежуточные и верхние отделочные эмали, а также вспомогательные материалы - растворители и ускоритель полимеризации краски.
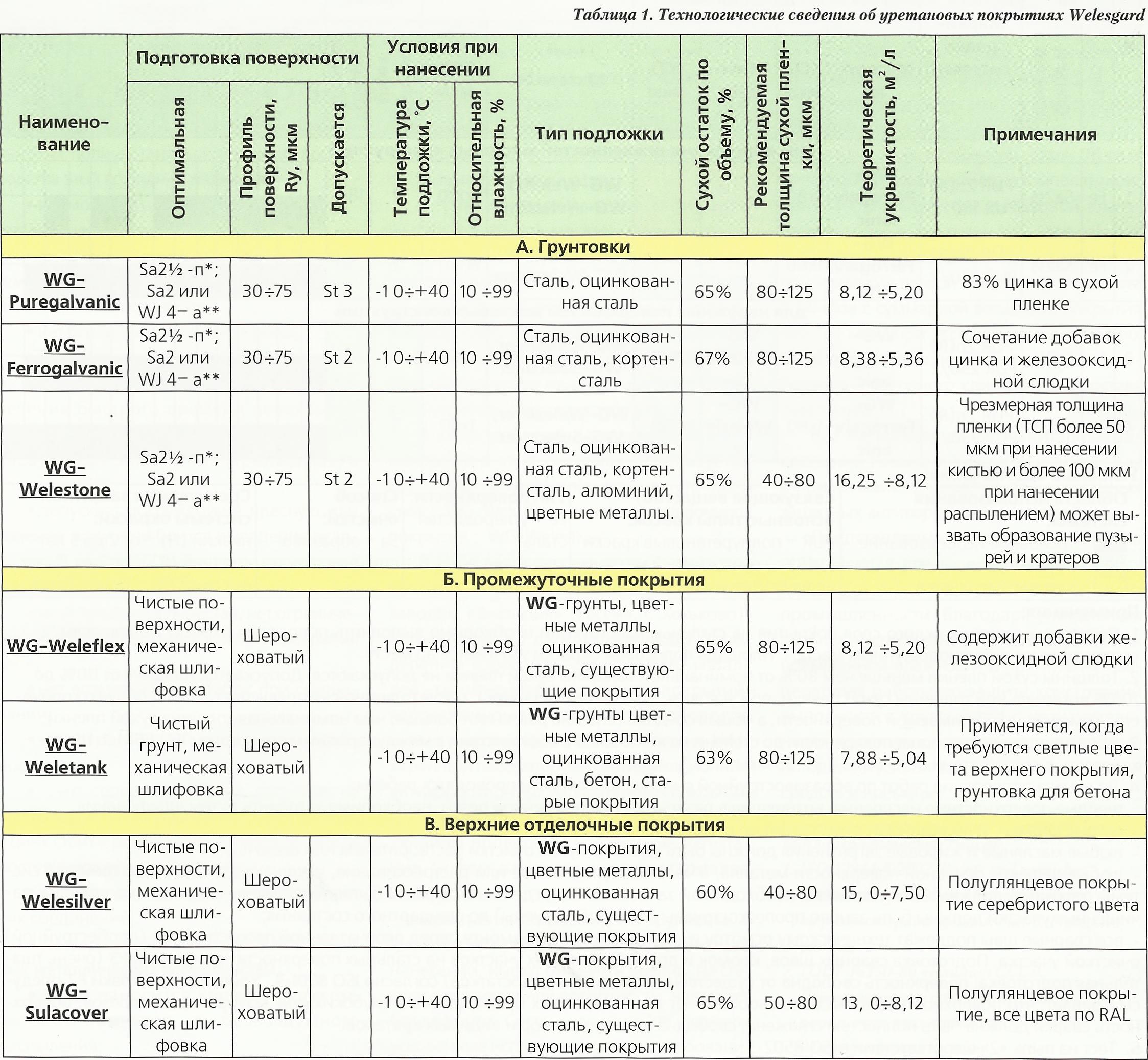
Продуктовая линейка Welesgard имеет диапазон грунтующих покрытий (ТУ У 24.3-36676447-001:2009), успешно применяемых как при новом строительстве, так и на старых сильно корродированных поверхностях, допускающих не очень тщательную подготовку поверхности. Например, WG-Puregalvanic - это антикоррозийная однокомпонентная полиуретановая, наполненная цинком грунтовка на основе растворителя с содержанием цинка в сухой пленке 83% по весу. Она твердеет при соединении с атмосферной влагой и используется в качестве грунтовки в многослойной системе покрытий для продолжительной защиты новых или ремонтируемых стальных конструкций, подверженных влиянию высокоагрессивных коррозионных сред и обеспечивает максимальное сопротивление распространению подслойной коррозии на различных стальных поверхностях. Этот материал не предъявляет высоких требовании к подготовке поверхности и может наноситься механическим способом на поверхность, обработанную сухой или влажной абразивоструйной, либо гидроструйной очисткой.
WG-Ferrogalvanic - однокомпонентная полиуретановая антикоррозийная грунтовка на основе растворителя, твердеющая при соединении с атмосферной влагой. Она имеет уникальное сочетание добавок, таких как цинк и железооксид-ная слюдка, обеспечивающих как протекторную, так и барьерную долговременную защиту подготовленных стальных поверхностей. Этот грунт высокоэффективный при нанесении на недостаточно подготовленные стальные поверхности, обладает превосходными характеристиками как
при сухой или мокрой абразивоструйной, так и при гидроструйной очистке поверхности.
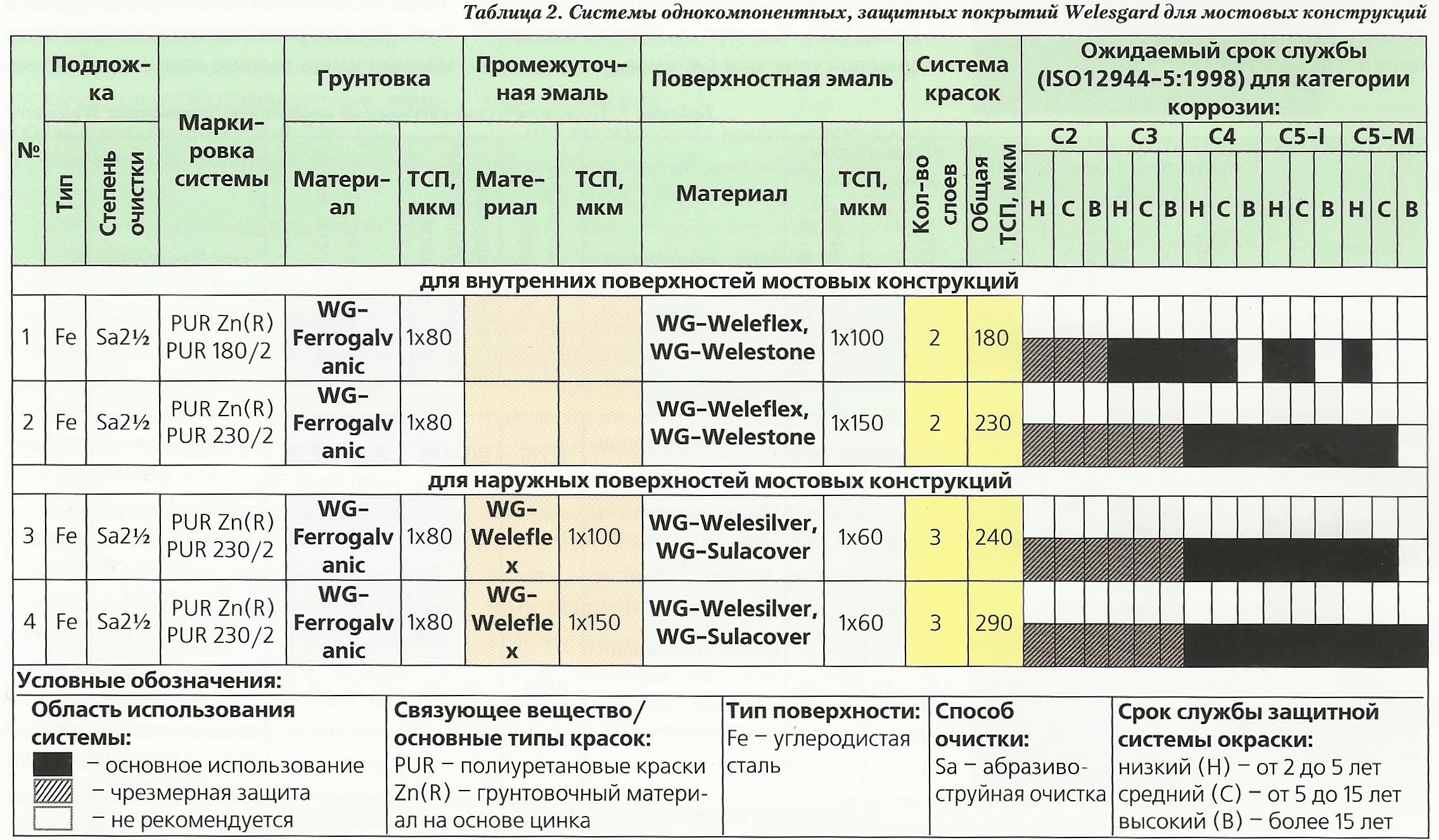
1. Перед нанесением каждого слоя покрытия на стальные конструкции необходимо выполнить полосовую окраску по кромкам, сварным швам и труднодоступным местам. Площадь полосовой окраски уточняется по месту. 2. Толщины сухой пленки меньше чем 80% от номинальной толщины сухой пленки не допускаются. Допускается толщина от 80% до 100% номинальной толщины сухой пленки, при условии, что количество точек с такой толщиной не превышает 20% от общего количества замеров на принимаемой поверхности, а общая средняя толщина равна или больше, чем номинальная толщина сухой пленки. 3. Абразивоструйная очистка поверхности до степени не ниже Sa2,5 в соответствии с международным стандартом ISO 8501-1. Шероховатость в соответствии с ISO 8503-1 30-85 мкм. 4. До начала проведения работ по абразивоструйной очистке поверхности проводятся работы: - твердые поверхностные наслоения, возникшие в результате газопламенной резки, необходимо устранить путем шлифования; - острые кромки, углы подлежат округлению до радиуса минимум 2 мм; - любые масляные и жировые загрязнения должны быть удалены путем очистки растворителем или щелочью; - любые дефекты основной поверхности металла, в частности расслоение или растрескивание, ухудшающие защитные свойства системы покрытия, должны быть устранены необходимой зачисткой. Там, где такие дефекты были обнаружены и выполнена зачистка, зачищенные участки должны быть заново пропескоструены (продробеструены) до стандартного состояния; - все сварные швы подлежат техническому осмотру и, где необходимо, ремонту перед окончательной пескоструйной (дробеструйной) очисткой участка. Подготовка сварных швов, кромок и других дефектных участков на стальных поверхностях до степени РЗ (очень тщательная подготовка; поверхность свободна от существенных видимых недостатков) согласно ISO 8501-3. Уровень подготовки РЗ предусматривает, что поверхность должна быть свободна от всех сварочных брызг, шлака и глубоких или зазубренных подрезов, поверхность сварки должна быть полностью сглажена, свободна от видимых пор и видимых кратеров. 5. Тест на пыль «2» в соответствии с ISO 8502-3. |
||
|
Клеевой отдел:
+7 (495) 543-26-65
| ||
|---|---|---|
|
| Наш информационный партнер - стоительный портал www.stroyka.ru | Web-mastering © Почерк.Ru, 2006-2026 |